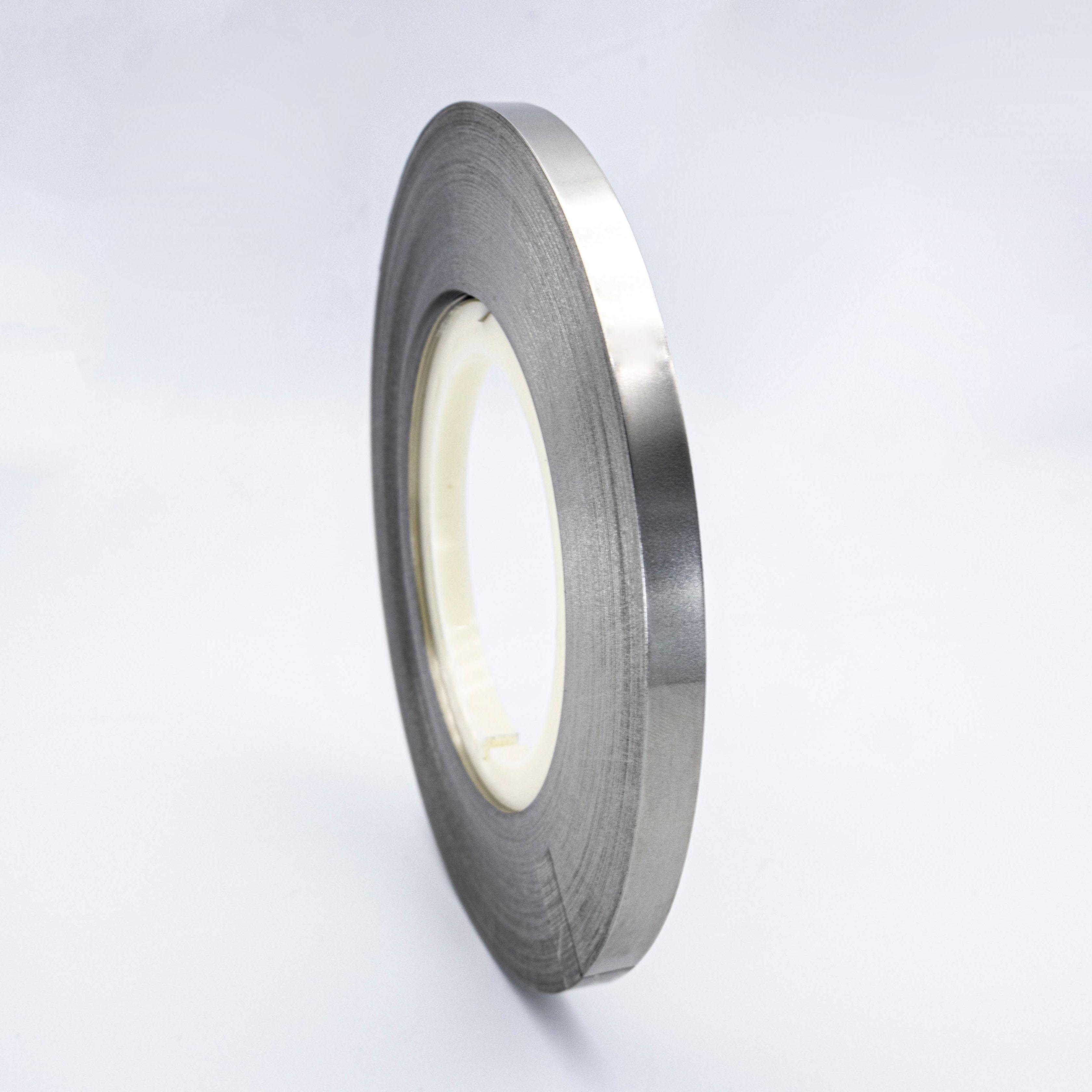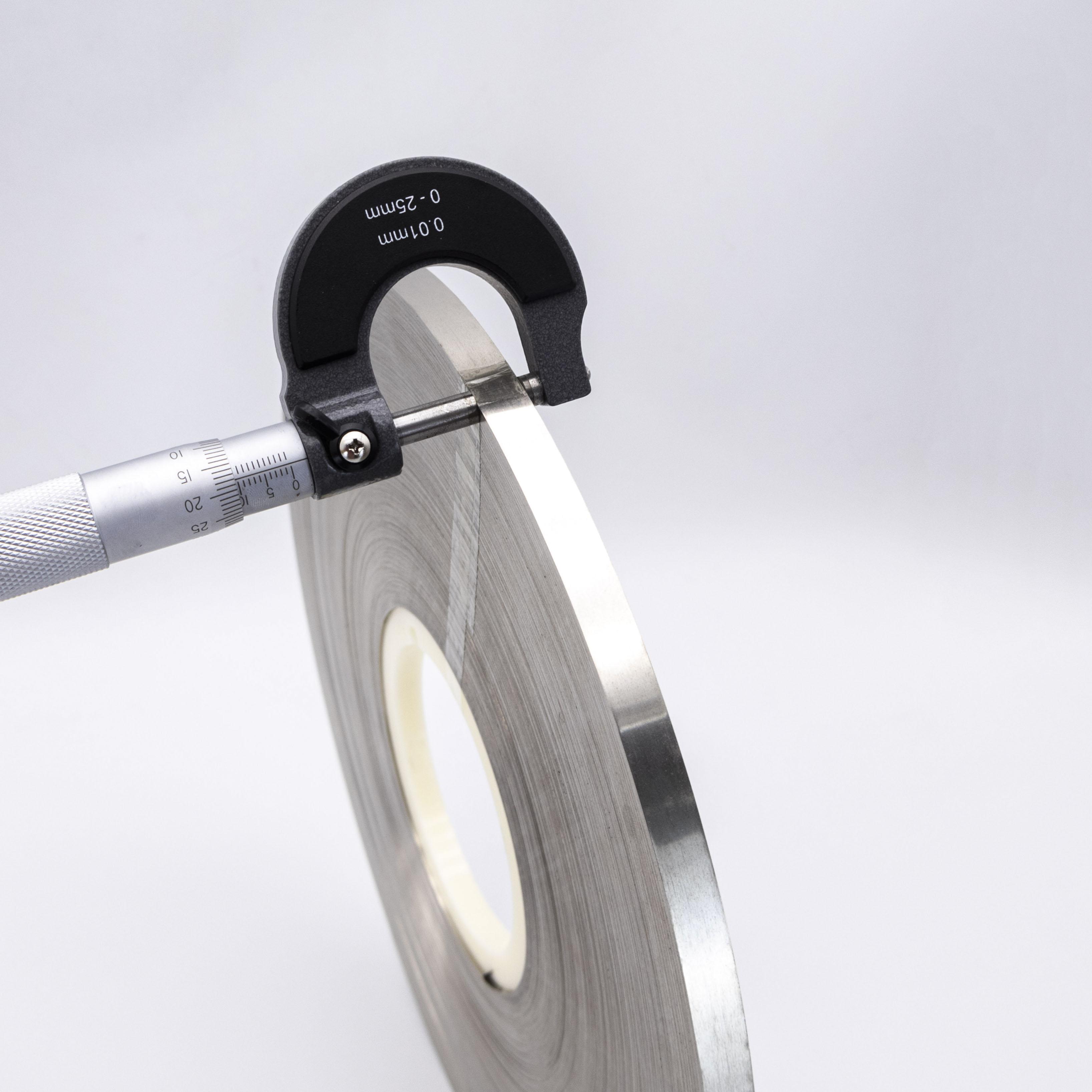

Our ASTM B265 Titanium Foil is a high-performance material designed for industrial heat exchangers, crafted from high-purity Grade 2 titanium. Starting at just 0.01 mm thick, this foil is lightweight, corrosion-resistant, and built to handle the intense conditions of heat transfer applications. Compliant with ASTM B265 standards, it’s perfect for industries like chemical processing, power generation, and oil and gas, where reliability and efficiency are non-negotiable. Our foil ensures heat exchangers perform at their best, even in harsh environments.
We produce this foil using advanced cold-rolling techniques, delivering a smooth, uniform surface and precise tolerances for seamless integration into complex heat exchanger designs. With a density of 4.51 g/cm³—45% lighter than steel—and a tensile strength of ~345 MPa, it offers a stellar balance of strength and weight savings. Its exceptional corrosion resistance tackles aggressive fluids, acids, and high temperatures, while its formability supports intricate designs. Our rigorous quality control ensures every batch delivers consistent performance, giving manufacturers confidence in their heat exchanger systems.
For more details, pls directly contact us.
Our ASTM B265 titanium foil is commercially pure Grade 2 titanium, with 99.2% titanium content and minimal alloying elements. This purity delivers a lightweight material with a density of 4.51 g/cm³, ideal for reducing equipment weight and improving efficiency. Its tensile strength of ~345 MPa provides durability, while its excellent formability allows for shaping into complex heat exchanger components. The foil’s natural oxide layer offers superior corrosion resistance against acids, alkalis, and saline fluids, ensuring longevity in aggressive industrial environments. Thermally stable up to 400°C and highly weldable, it’s a versatile choice for heat exchanger applications.
Applications
Our ASTM B265 titanium foil is tailored for industrial heat exchangers but shines in a variety of uses:
Heat Exchanger Tubes: Resists corrosion and high temperatures for efficient heat transfer.
Plate Heat Exchangers: Lightweight and durable for compact, high-performance designs.
Cooling Systems: Handles corrosive fluids in power plants and chemical facilities.
Condensers: Reliable in harsh environments for consistent performance.
Desalination Systems: Corrosion-resistant for seawater-based heat exchange.
While heat exchangers are its primary focus, the foil also finds use in marine applications for corrosion-resistant components and in aerospace for lightweight parts, proving its adaptability across industries.
| Titanium (Ti) | Aluminum (Al) | Vanadium (V) | Tin (Sn) | |
| Ti-6Al-4V | Rest | 5.5%-6.8% | 3.5%-4.5% | |
| Ti-5Al-2.5Sn | Rest | 4.5%-5.5% | 2.0%-3.0% |
Physical Properties
| Density | 4.4-4.5g/cm³ |
| Melting Point | 1660°C |
| Coefficient of Thermal Expansion | 8-10×10⁻⁶/K (20°C-500°C) |
| Thermal Conductivity | 6-22 W/(m·K) (depending on alloy grade) |
| Electrical Resistivity | 0.14-0.17 μΩ·m |
| Tensile Strength | 600-1200 MPa (depending on alloy grade) |
| Yield Strength | 480-1100 MPa |
| Elongation at Break | 10%-25% |
| Hardness | 200-400 HB |

For more details, pls directly contact us.
The industrial heat exchanger market is growing steadily, with a projected CAGR of 5.8% through 2032, driven by demand for efficient, durable equipment in chemical processing, power generation, and oil and gas sectors. Corrosion-resistant, lightweight materials like our Grade 2 titanium foil are critical as industries aim to improve energy efficiency and reduce maintenance costs in harsh environments. The rise of sustainable industrial practices, including energy-efficient systems and green manufacturing, is fueling demand for recyclable materials that meet environmental standards.
Challenges include raw material cost volatility and stringent performance requirements, but we’ve optimized our production for cost-effectiveness and compliance with ASTM B265. The growing use of advanced manufacturing techniques, like precision fabrication and additive manufacturing, aligns with our foil’s uniform thickness and formability. The focus on energy efficiency and automation in industrial plants further boosts demand for our foil, which is fully recyclable and produced with eco-friendly methods.
Industry Trends
Corrosion Resistance: Heat exchangers need materials that withstand aggressive fluids, and our foil excels.
Lightweighting: Reducing equipment weight improves efficiency, and our foil’s low density delivers.
Sustainability: Recyclable materials are a priority, and our foil is 100% recyclable.
Advanced Manufacturing: Precision fabrication and 3D printing pair well with our foil’s consistency.
Energy Efficiency: Lightweight, durable materials reduce energy costs in heat exchangers.
Automation: Automated production lines require reliable, high-quality materials.
Green Manufacturing: Eco-friendly processes demand sustainable materials like our foil.
Desalination Growth: Seawater-based systems need corrosion-resistant materials.
Comparison Table
Parameter | Our Grade 2 Titanium Foil | Other Titanium Foils |
|---|---|---|
Thickness Range | 0.01 mm - 0.25 mm | 0.05 mm - 0.3 mm |
Tensile Strength | ~345 MPa | ~240-900 MPa |
Corrosion Resistance | Excellent (acids, alkalis) | Good to Excellent |
Thermal Stability | Up to 400°C | Up to 350-600°C |
Surface Finish | Smooth, uniform | Varies, less consistent |
Standards Compliance | ASTM B265 | ASTM B265 or lower |
Weldability | High | Moderate to High |
Recyclability | Fully recyclable | Varies |
Company Comparison
Our ASTM B265 titanium foil stands out in the industrial heat exchanger market for its exceptional quality and performance. While other foils are available, our advanced cold-rolling process delivers a smoother surface and tighter tolerances, ensuring seamless integration into heat exchanger designs. We prioritize sustainability with eco-friendly production and fully recyclable materials, aligning with the industry’s green goals. Our streamlined supply chain guarantees fast, reliable delivery, even during market disruptions. Every batch is rigorously tested to ASTM B265 standards, ensuring it can handle the corrosive and high-temperature demands of industrial heat exchangers.
Why Choose Our Titanium Foil?
Superior Corrosion Resistance: Unmatched protection against acids, alkalis, and saline fluids.
Top Quality: Meets ASTM B265 standards for reliable performance.
Eco-Friendly: Fully recyclable with sustainable production processes.
Fast Delivery: Optimized logistics ensure timely supply.
Versatile Design: Weldable and formable for complex heat exchanger components.
Industry Outlook
The industrial heat exchanger market is evolving toward greater efficiency, sustainability, and durability. As energy-efficient systems, green manufacturing, and desalination projects gain traction, our ASTM B265 titanium foil is well-positioned to meet these demands. Its compatibility with advanced manufacturing techniques like 3D printing and precision fabrication ensures it’s ready for next-gen heat exchanger designs, while its recyclability aligns with environmental goals. We’re continuously refining our processes to stay ahead, delivering materials that power efficient, reliable industrial operations.
Conclusion
Our ASTM B265 titanium foil is a must-have for industrial heat exchangers. Its lightweight strength, superior corrosion resistance, and thermal stability make it ideal for tubes, plates, and condensers. With top-tier quality, sustainable production, and reliable delivery, we’re here to support your heat exchanger projects. Choose our foil for materials that thrive in the toughest industrial environments, keeping your systems running strong and efficient.
For more details, pls directly contact us.





About Us:
Our 12,000㎡ factory is equipped with complete capabilities for research, production, testing, and packaging. We strictly adhere to ISO 9001 standards in our production processes, with an annual output of 1,200 tons. This ensures that we meet both quantity and quality demands. Furthermore, all products undergo rigorous simulated environment testing including high temperature, high pressure, and corrosion tests before being dispatched, ensuring they meet customer specifications.
For all our clients, we offer timely and multilingual after-sales support and technical consulting, helping you resolve any issues swiftly and efficiently.

Client Visits
Building Stronger Partnerships

We support all kinds of testing:


FAQs:
Why is Grade 2 titanium foil ideal for heat exchangers?
Its corrosion resistance and lightweight strength make it perfect for efficient heat transfer.How thin is this foil?
It starts at 0.01 mm, ideal for precision heat exchanger components.Can it resist corrosive fluids?
Yes, it withstands acids, alkalis, and saline environments.Is it thermally stable?
Stable up to 400°C, suitable for high-temperature heat exchangers.Does it meet industry standards?
It complies with ASTM B265 for consistent quality.Is it suitable for welding?
Yes, its weldability supports complex heat exchanger designs.Can it be used in additive manufacturing?
Its uniform thickness makes it ideal for 3D printing.Is it recyclable?
100% recyclable, supporting sustainable industrial manufacturing.